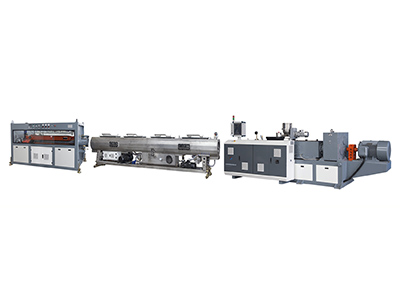
一. Preparations before starting the pe pipe production line
1. Check all equipment of the entire production line for abnormal phenomena and foreign objects, if any, remove them in time.
2. Check the mold, sizing sleeve, fixture, water tank supporting wheel, sizing vacuum box supporting nylon board, sealing rubber and water blocking position
Whether the rubber, etc. meet the specifications of the produced products and whether it meets the production requirements.
3. Check that the tractor, cutting blade and turntable are adjusted in place according to production specifications.
4. Check whether there is lubricating oil in the parts to be lubricated, especially whether the lubricating oil in the gear box is at the specified oil level.
5. Inspect, organize and clear each machine of debris, debris and workplaces.
6. According to the relevant process requirements, set the temperature of the main machine and each section of the rehearsal machine, first heat the mold for 2 hours, then heat the barrel, and when each heating zone reaches the required temperature, keep the temperature for 30 minutes.
7. Weigh the masterbatch strictly according to the regulations, and mix and stir evenly according to the requirements of the formula.
8. Wear a traction tube (large-diameter nylon rope can be used for connection); you can use a tube of the same specification or a smaller size as the traction tube, do not use too small a tube as the traction tube to reduce the generation of boot waste.
2. Start and run
1. Open the main engine reducer and the water valve of the heating jacket cooling system, and check whether the pipeline is smooth and there is no leakage.
2. After reaching the holding time, start the main motor and make the screw rotate at a low speed of about 5rpm until the mold is unloaded. When it is determined that the softness and hardness of the blank meet the bonding requirements of the joint, the joint can be manufactured.
3. Joint: Turn on the main engine for 5-10 revolutions. When the quality of the blank discharge meets the bonding requirements, quickly apply high-temperature lubricating oil on the mandrel to prevent the blank from sticking to the mandrel and affect the quality of the inner wall of the tube; when the blank is discharged When the amount of material reaches the bonding requirements (the large-diameter pipe must preheat the drawn pipe end in contact with the die mandrel for 5-10 minutes to facilitate bonding), quickly stop the main machine, and quickly extrude the blank around the mandrel to the mandrel Press and simultaneously start reversing the drawing tube at a speed of 0.5 - 1.0m/s, stop the drawing machine immediately after the end of the drawing tube is inserted into the blank; quickly perform the necessary processing on the bonded joint, and wait 1 - 2 minutes, then Start the machine.
4. When starting the machine, turn on the main unit first, then turn on the traction. At the same time, quickly turn on the spray water of the vacuum tank, the cooling water of the vacuum pump and the setting jacket, and then gradually accelerate. Pay attention to the actual condition of joints and blanks at any time, and adjust the speed and traction of the main engine. (If the joint cannot be evacuated in time after entering the vacuum box, indicating that the joint is damaged, torn or has holes, the machine should be stopped in time to prevent a large amount of waste, and the machine should be restarted after restarting the joint).
5. Properly adjust the speed and heating temperature of each section to make the relevant parameters match well.
6. Control the cooling water at the front end of the shaping sleeve to avoid the crawling phenomenon during the traction process and the reflection phenomenon on the partial outer surface of the product
7. Pay attention to the changes of parameters such as host current, screw torque, melt pressure and temperature displayed on the screen.
8. Do not arbitrarily change the coefficient setting value of the relevant parameters.
9. The system of filling in the operation record and the system of handover must be strictly implemented.
10. If the power supply is suddenly interrupted during operation, no matter the length of the interruption, once the power supply is restored, it must be reheated to the set temperature and properly insulated before it can be started, and it must be extruded slowly.
11. Relevant parameter values: a. Tractor pressure ≥0.3Mpa;
b. The degree of vacuum is generally -0.02~-0.07 Mpa;
c. The temperature of the water tank is generally set at 20 to 45 °C, and the setting tends to be low when the wall thickness is large or the traction speed is fast.
3. Stop
1. Stop feeding first.
2. Reduce main engine rpm and towing speed to 0.
3. When the machine is stopped, the pipe (qualified) in the extrusion line should be pulled out at the original speed to make sure it is qualified and cut. Pipes must not stop on pipelines.
4. Stop the main engine, auxiliary engine and traction machine.
5. Stop the heater for each section.
6. Disconnect the main power supply at the beginning.
7. Close all water and air valves.
8. Equipment and site must be cleaned and sanitized, material sorting, chip recycling, impurity removal, etc.
9. Maintain and maintain the equipment in accordance with relevant regulations.
Mobile: 13806226918
Tel: 0512-58902000
Fax: 0512-58961949
Email: dif2008happy@163.com
Website: www.szjunte.com.cn
Address: No. 100, Lefeng Road, Leyu Town, Zhangjiagang City, Jiangsu Province