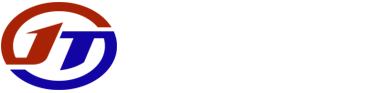
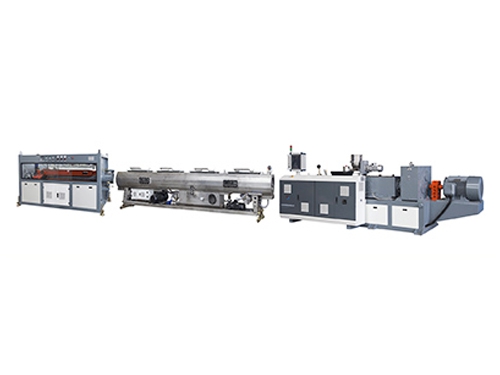
一.pe管材生产线开机前的准备工作
1 .检查整个生产线的所有设备是否有异常现象和异物,如果有,及时清除。
2 .检查模具、定径套筒、夹具、水箱支撑轮、定径真空箱支撑尼龙板、密封胶皮和阻水的位置
橡胶等是否符合所生产产品的规格,是否满足生产要求。
3 .检查拖拉机、切割刀片和转台是否按照生产规范调整到位。
4 .检查待润滑零件中是否有润滑油,特别是减速箱中的润滑油是否处于规定的油位。
5 .检查、整理和清理每台机器上的杂物、碎片和工作场所。
6、根据相关工艺要求,设定主机和彩排机各段的温度,先加热模具2小时,然后加热料筒,当各加热区达到所需温度时,再保持温度30分钟。
7 .严格按规定称取色母粒,按配方要求混合搅拌均匀。
8、穿牵引管(大直径尼龙绳可用于连接);可以使用相同规格或更小规格的管子作为牵引管,不要使用太小规格的管子作为牵引管,减少靴子废料的产生。

二.开机及运行
1、打开主机减速器和加热夹套冷却系统水阀,并检查管路是否畅通,有无泄漏。
2 .达到保温时间后,启动主电机,使螺杆以约5rpm的低速旋转,直到模具卸下。当确定坯料的软硬度满足接头的结合要求时,可以制造接头。
3 .接头:开启主机5 - 10转,当毛坯出料质量达到粘结要求时,迅速在芯棒上涂抹高温润滑油,防止毛坯粘结在芯棒上,影响管内壁质量;当坯料的出料量达到粘结要求时(大直径管必须预热与模具心轴接触的拉拔管端5 - 10分钟,以利于粘结),快速停止主机,快速将心轴周围的坯料向心轴挤压,同时开始以0.5 - 1.0m / s的速度反转拉拔管,拉拔管端插入坯料后立即停止拉拔机;快速对粘合接头进行必要的处理,并等待1 - 2分钟,然后启动机器。
4 .启动机器时,先打开主机,然后打开牵引力。同时,迅速开启真空罐的喷淋水、真空泵和定型套的冷却水,然后逐渐加速。随时注意接头和毛坯的实际情况,并调整主机的速度和牵引力。(如果接头进入真空箱后不能及时抽真空,表明接头损坏、撕裂或有孔,应及时停止机器以防止产生大量废品,重新启动接头后应重新启动机器)。
5 .适当调整各段的转速和加热温度,使相关参数匹配良好。
6 .控制定型套前端冷却水,避免牵引过程中的爬行现象和产品局部外表面的反射现象
7、注意观察屏幕显示的主机电流、螺杆扭矩、熔体压力和温度等参数的变化情况。
8、不得随意更改有关参数的系数设定值。
9、必须严格执行填写运行记录制度和交接班制度。
10、如运行时突然供电中断,不论中断时间长短,一旦电源供应恢复后,必须重新加热到设定温度经适当保温后,才能起动,且必须慢速挤出。
11、相关参数值:a、牵引机压力≥0.3Mpa;
b、真空度一般为-0.02~-0.07 Mpa;
c、水箱温度一般设定为20~45℃,壁厚较大或牵引速度较快时设定趋于低温。
三、停机
1 .先停止上料。
2 .将主发动机转速和牵引速度降至0。
3 .当机器停止时,挤出生产线中的管道(合格的)应以原始速度被拉出,以确保其合格并被切割。管道不得停在管线上。
4 .停止主机、辅机和曳引机。
5 .停止每个部分的加热器。
6、开始时断开主电源。
7 .关闭所有水阀和气阀。
8、必须对设备和现场进行清洁卫生、材料分拣、芯片回收、杂质去除等。
9、按有关规定对设备进行维护保养等。